Power generation from bio-fuel using Integrated Gasification Combined Cycle (IGCC) processes is the focus of intensive research in many countries. In case of the IGCC concept, biomass is gasified at a temperature of 800-1000 oC and a pressure of 2.0-2.5 MPa, and the produced gas is feed into the boiler, special diesel engine coupled with the electricity generator, gas turbine or fuel cell. Perhaps the most critical technical issue of this process concept is the formation of the contaminants (particulates, alkalis, tars and nitrogen-containing compounds) during gasification of different biomass feed stocks and the removal of these contaminants in a both environmentally and economically acceptable way.
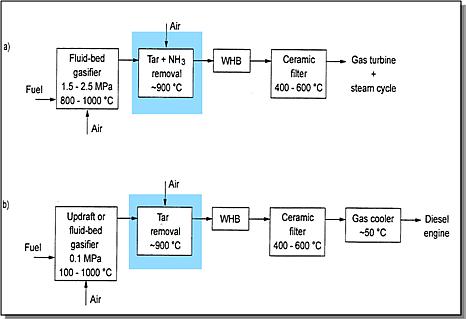
In case of diesel power plant, the product gas has to be cooled close to 50 oC prior to inlet into the engine in order to avoid condensation of tars and to achieve a high engine output. In this case very efficient tar removal is needed because condensed tar aerosols would rapidly block the engine inlet channels and valves.
Almost complete removal of particulates, alkalis and tars is required to protect the gas turbine blades from erosion and corrosion. In some operating conditions tars may block gas coolers and ceramic filters due to tars condensing or polymerizing to soot like deposits.
And for the fuel cells it is required to completely remove all tars and alkalis.
The process of tars removal is proceeding in catalyst reactor in the range of 850-950 oC.
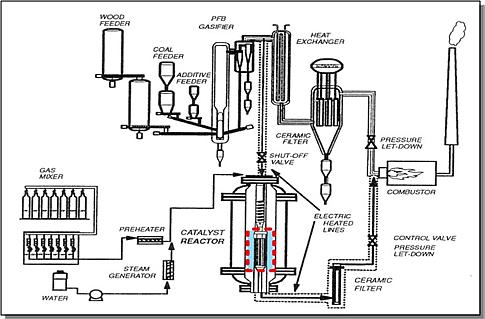
Fig.1. Scheme of installation for bio-fuel gasification
Fig.2. Principle diagrams of the tars removal during the process
of bio-fuel gasification for gas turbine (a) and diesel engine (b) applications
Ceramic pellet catalysts the same as for steam reforming are usually used for this purpose. There are nickel based catalysts, such as ceramic pellet catalysts Topsoe R-67, UCI C11, UCI G56, UCI C11-9, Katalco 23 in the shape of rings (about 12/5x12 – 16/6x16) and with catalytic layer of 12-20% Ni on alumina and spinel supports.
The catalytic properties of ceramic pellet catalysts in the process of tars removal are acceptable, but they produce high resistance to gas passing thus causing additional energy costs. Ceramic honeycomb structure recently developed by other companies, has good catalytic properties and much lower resistance to gas passing, but it is too expensive to use as a cost effective and competitive for bio-fuel gasification method.
Our suggestion is to use catalytic elements produced from flexible catalytic material, developed by Amiagus.
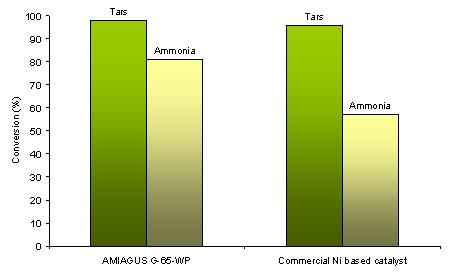
Our Nickel (Ni) based catalytic elements were tested for tars cracking in VTT (Finland) in the frame of FP6 Project. The results are presented in comparison with the commercial Ni based catalytic element (Fig.3). Testing was performed with H2S addition to imitate sulphur influence. One can see that samples of Amiagus show the same high activity for tars decomposition, and much better activity for decomposition of ammonia.
Fig.3. Catalytic properties of Amiagus metal based catalyst in comparison with
commercial Ni based catalyst
Catalyst itself is Nickel based, has high catalytic properties and is sulfur poisoning resistant.
Formed catalytic block has these effective properties:
- Good adhesion of coated layer to metal substrate;
- Good resistance to thermal cycling and gas erosion;
- Low back pressure due to honeycomb structure and metal strip thickness;
- Low weight compared to most of ceramic pellets used for analogical purposes;
- About 10 times higher geometrical surface area of honeycomb catalytic unit compared to the same volume of ceramic pellets used for steam reforming process;
- High 22.9 W/(mºC) thermal conductivity at 800ºC due to metal strip support;
- Good metal support electrical conductivity that gives an opportunity to heat catalytic block by electric current;
The catalyst, sprayed on the surface of the element, is similar to commercial nickel based ceramic catalysts, such as Topsoe R-67, UCI, Katalco23 and few others. Its adhesion to metal substrate is extremely high and it permits to forecast a high resistance to gas erosion and thermo cycling.
Taking into account mentioned characteristics of our catalytic unit we propose to achieve tars cracking without neither changing the construction of the total gasification system nor power plant gas dynamics.
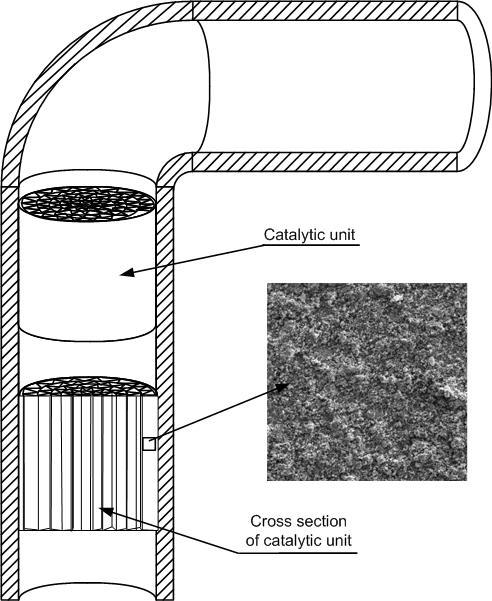
This task is being achieved by additionally inserting our advantaged catalytic blocks into free volumes of gasification equipment - body of the reactor, pipes and other (Fig.4).
Fig.4. Placement of catalytic units
These features also permit to avoid a production of separate unit for tars cracking (in case of IGCC process) and place proposed catalytic units everywhere, where condensation of tars occur and should be prevented. Due to comparably low weight it is even possible to install our catalytic elements in the top part of the gasifier unit itself thus reducing tar content in synthesis gas with less energy consumption because separate tar cracking unit must be constantly heated to ~900 ºC.
Taking into account all the properties of metal based catalytic unit it is also possible to construct efficient and economically effective mobile bio-fuel gasification plant.
As one can see Amiagus metal based catalytic blocks can be used in both situations: hydrogen production and synthesis gas production. There are two ways of use - filling free volumes in the equipment where usual ceramic catalyst can't be used or replacing all the ceramic catalyst and filling free volumes at the same time.